Сталь 30/45/60. Равновесные фазовые превращения при охлаждении. Структура, свойства, термическая обработка, применение.
(Углеродистые качественные стали)
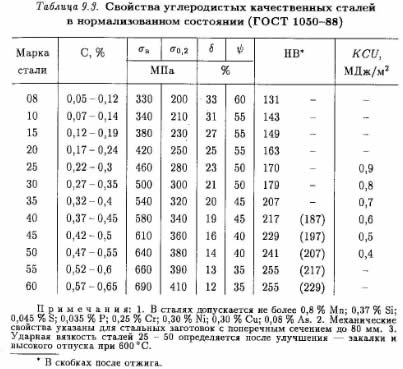
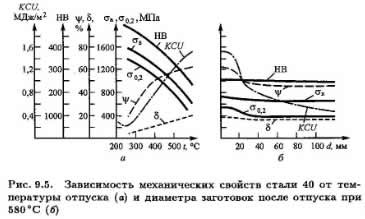
Среднеуглеродистые стали 30, 35, 40, 45, 50, 55 отличаются большей прочностью, но меньшей пластичностью, чем низкоуглеродистые (см. табл. 9.3). Их применяют после улучшения, нормализации и поверхностной закалки. В улучшенном состоянии — после закалки и высокого отпуска на структуру сорбита — достигаются высокая ударная вязкость, пластичность (рис. 9.5, а) и, как следствие, малая чувствительность к концентраторам напряжений. При увеличении сечения деталей из-за несквозной прокаливаемости механические свойства таких сталей снижаются (рис. 9.5, б).
После улучшения стали применяют для изготовления деталей небольшого размера, работоспособность которых определяется сопротивлением усталости (шатуны, коленчатые валы малооборотных двигателей, зубчатые колеса, маховики, оси и т.п.). При этом возможный размер деталей зависит от условий их работы и требовании к прокаливаемости. Для деталей, работающих на растяжение — сжатие (например, шатуны), необходима однородность свойств металла по всему сечению и, как следствие, сквозная прокаливаемость. Размер поперечного сечения таких нагруженных деталей ограничивается 12 мм. Для деталей (валы, оси и т.д.), испытывающих главным образом напряжения изгиба и кручения, которые максимальны на поверхности, толщина упрочненного при закалке слоя должна быть не менее половины радиуса детали. Возможный размер поперечного сечения таких деталей — 30 мм.
Для изготовления более крупных деталей, работающих при невысоких циклических и контактных нагрузках, используют стали 40, 45, 50.
Их применяют после нормализации и поверхностной индукционной закалки с нагревом ТВЧ тех мест, которые должны иметь высокую твердость поверхности (40 - 58 HRC) и сопротивление износу (шейки коленчатых валов, кулачки распределительных валиков, зубья шестерен и т.п.).
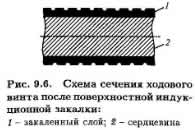
Индукционной закалкой с нагревом ТВЧ упрочняют также поверхность длинных валов, ходовых виню» станков (рис. 9.6) и других деталей, для которых важно ограничить деформации при термической обработке.